FUNDADOR D. Armando Álvarez, inició su labor profesional en el negocio familiar de productos de madera para construcciones, así como en la industria química.
FUNDADA en 1964 en sociedad conjunta con Solvay. Fue la primera fábrica de transformación de plástico del grupo
En 2012, su hijo, D. José Ramón Álvarez, se convirtió en Presidente y Director Ejecutivo, quien continúa liderando el Grupo con los mismos valores.
Nuestros números
11 Centros de Producción en España
1 Centro de Producción en USA (Dallas, TX)
Transformación 500.000 tmde PE Plantilla 2.600
Facturación 1.100 millones € (2022)
¿Dónde estamos?
Torrelavega, Cantabria
Centros Productivos
Edificios con 42.000m2 en una superficie total de terreno de 87.000m2
Reocín (Centro productivoII y almacén-logística)
Torrelavega (Centro productivo y oficinas)
Inversiones y facturación
Sectores
INDUSTRIAL
HIGIENE
INDUSTRIA ALIMENTARIA
¿Qué es Clarity?
Es la división de Aspla dedicada al Food y Pharma, centrada principalmente en la fabricación de:
Láminas FFS (envasado automático)
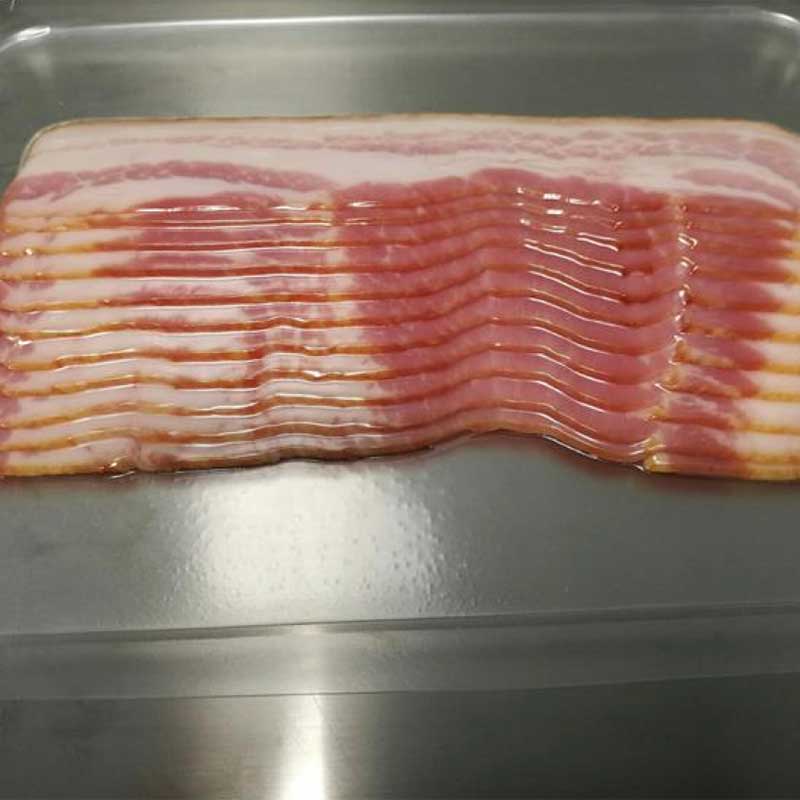
Láminas Skin
Láminas de PA/PE y PA/EVOH/PE
Otros films laminados e impresos
Clarity es el resultado de un ambicioso proyecto iniciado en 2015 y que hoy es una realidad en muchos clientes.
Centro Productivo
Fábrica de Reocín, con calificación BRC,+AA inaugurada en 2018, tiene una superficie construida de 8.000 m2, totalmente presurizada.
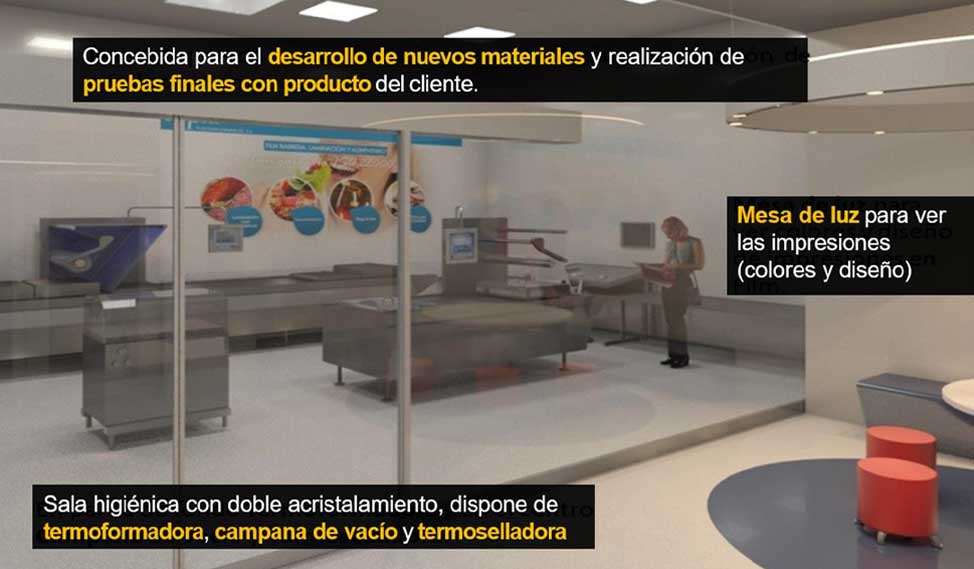
Contamos con un laboratorio de última generación y un showroom para testar el producto final.
Sala de aplicaciones – Showroom
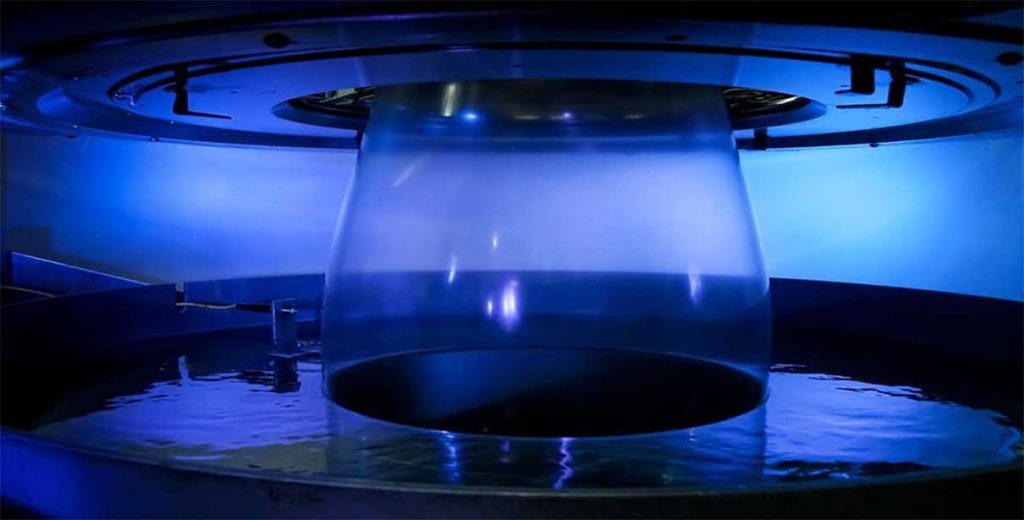
Tecnología Water Quenched
Consta de 9 capas.
Fabricación de estructuras asimétricas.
Espesores desde 50μ hasta 300μ.
Nuestra apuesta
Water Quench
En ASPLA hemos apostado por una nueva tecnología de extrusión, denominada Water Quenched (refrigeración por agua)
Gracias a su tecnología multicapa (9 capas), la resistencia y posibilidades de desarrollar nuevos materiales son muy altas.
A diferencia del Cast y Blow, que pierden espesor al conformar el envase, se garantiza la uniformidad del espesor (incluso en las esquinas).
Se minimiza el problema del curling (rizado posterior) tanto en la bobina como en el envase.
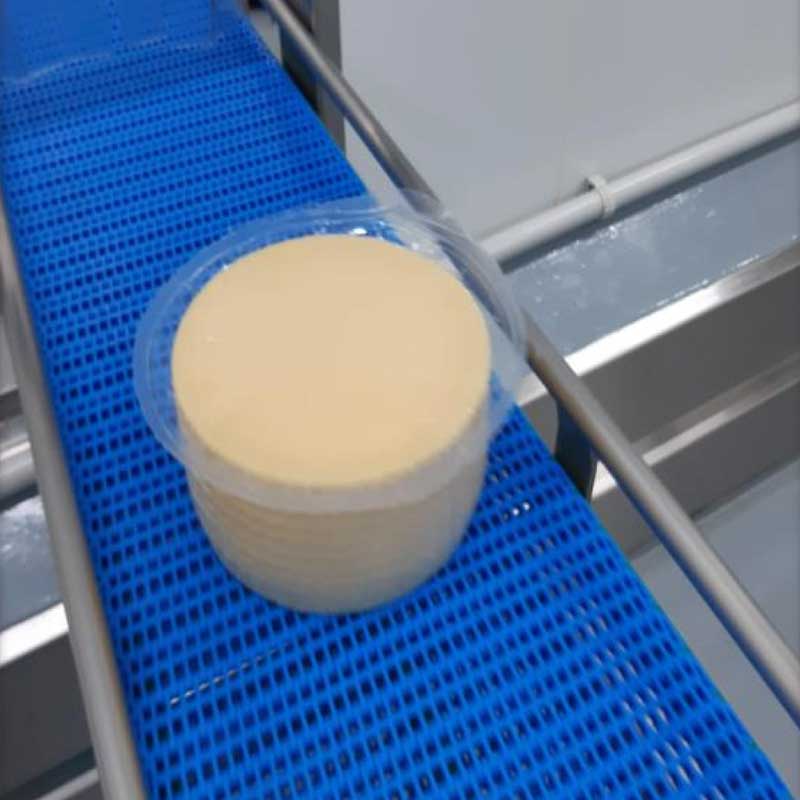
La refrigeración por agua permite que el film cristalice más rápido, dándole una elevada transparencia y brillo.
Posee mayor retracción, que favorece el proceso de vacío (skin), adaptándose mejor al fondo/bandeja (mejora visual) y reduciendo las arrugas y circulación de líquidos (incremento vida útil).
Permite reducir espesores, manteniendo todas las propiedades (mayor productividad, más sostenible y más económico).
Sostenibilidad
REDUCCIÓN DE ESPESORES EN ESTRUCTURAS PE/PA , PE/PA/EVOH (Hasta un 20%)
UTILIZACIÓN de BIOBASADOS o RECICLADOS QUÍMICOS
USO DE MONOMATERIALES USANDO PA soldable
SUSTITUCIÓN DE LAMINADOS por COEX con impresión en superficie.